




Production management system PMS Paper roll storage management
To get more details about Production Management System, pls visit here
Synchronization Control
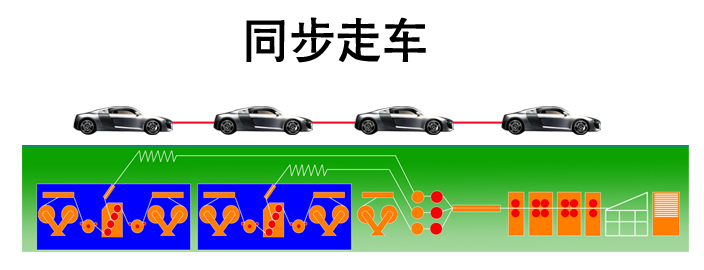
The synchronization means control single facer speed, it can keep same speed with the main canvas belt. Its role is to avoid excessive paper accumulation or pull off the bridge paper. Because speed rapid change, easy to shake machine, poor corrugated flute, poor bonding and other issues; health management will be based on characteristics of the individual motors at different speeds to provide different speed control curve, try to slow down the speed change, and get stable corrugated flute and glue (paste) uniform.
Overhead Bridge Paper Accumulation Control
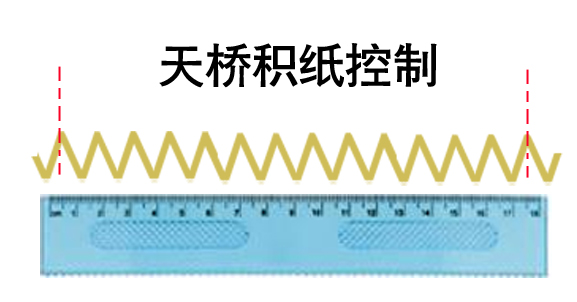
Overhead bridge control, not only to avoid the paper cutter and paper accumulation problems, and affect the accuracy of the entire wet paper change and manual tear sheet automatic compensation.The reason is simple, the entire production line, in addition to the paper wavy bridge plot is not easy to estimate, but the distance is almost fixed data from mill roller to climbing belt, as well as from the bridge suction paper guide to NC cutter. Really want to count, it is how to calculate the actual volume of paper bridge, as well as the amount of automatic detection compensation for doing bad paper torn by worker on the bridge.
For bridge detection and control, tracking and flow control technology; the one hand, track actual paper accumulation, on the other hand, use climbing belt feed amount and bridge suction guide paper output amount, to measure by flow control. The difference between the two amounts (bridge tear amount) feedback synchronization control automatically, to achieve compensation and a fixed bridge accumulation.
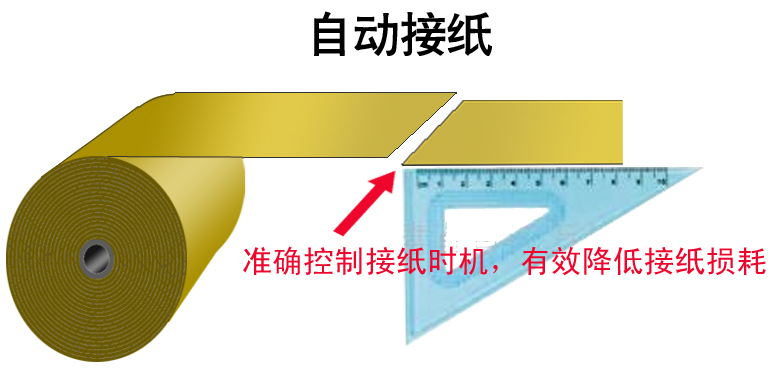
Auto Splicer Control
Automatic splicing machine is not only connected to the control at the appropriate time, it also includes bridge accumulation, synchronous, slow down, before splicing paper, and paper control from paper head feed into the corrugating roll till recovery etc, series of control
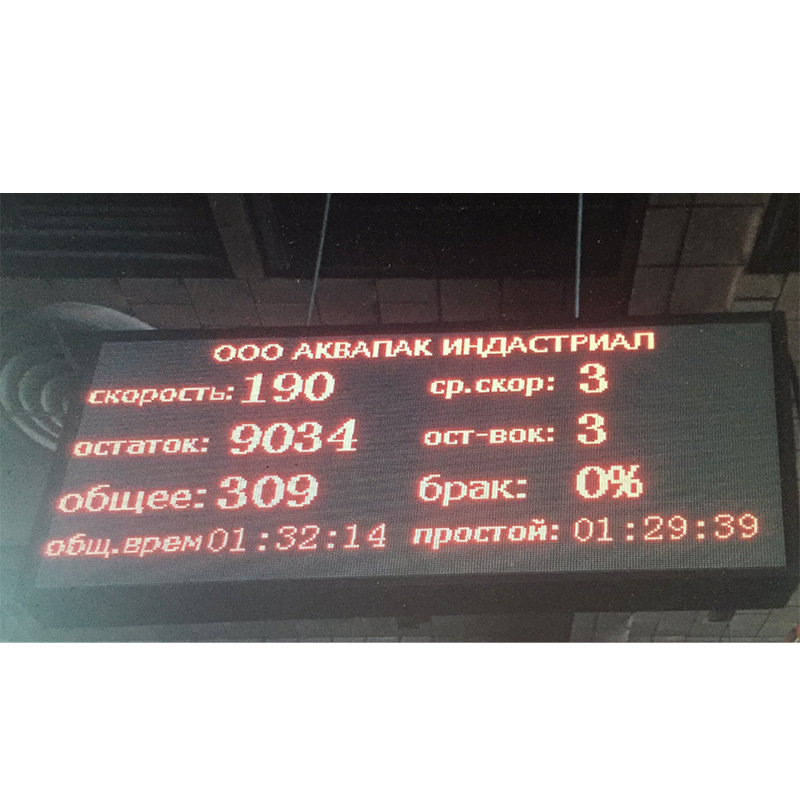
Double Side Display LCD
Real-time display of the current production of several meters, the remaining number of meters;
Real-time display of the current vehicle number, the average number of vehicles;
Configuration

Single facer control cabinet
Double facer control cabinet
Dry end control cabinet
Double side Display LCD
